Affinity Resin Selector
Find the perfect Ecolab
resin for your monoclonal
antibody purification needs.

Find the perfect Ecolab
resin for your monoclonal
antibody purification needs.
Como líder global em tecnologia de resina, desenvolvemos e fabricamos pequenos grânulos que são usados nas indústrias mais regulamentadas do mundo para separar, remover ou recuperar elementos e compostos muito específicos.
Saber mais
Com 40 anos de experiência em fabricação e 30 anos de experiência regulatória, fornecemos tecnologias líderes de separação, purificação e extração para apoiar aplicações de cromatografia e biocatálise em saúde e ciências da vida.
(Atualmente apenas em inglês)

Somos líderes mundiais em tecnologia de separação, purificação e extração baseada em resina, que fornece soluções sustentáveis para nosso meio ambiente, negócios e saúde.
Learn More

Resin Specification Explanation
This section covers several important topics regarding the characteristics of ion exchange resin. The topics include a resin specification explanation, resin life expectancy, resin degradation process, resin structure and particle size distribution.
Process performance and operating life of resins are optimized through the specification of the resin characteristics which affect them. They cannot, however, be independently optimized. Resin characteristics having a positive effect on operating capacity can have a negative effect on the useful life of the resin. Additionally, a set of characteristics optimized for one particular syrup refining application may not perform effectively for the purification of another type of syrup solution. Optimization of resin characteristics for each type of application is achieved through the specification of resin manufacturing variables. These variables include total capacity, salt splitting capacity, moisture, macroporosity, microporosity, average particle size and particle size uniformity. These characteristics affect resin performance in the following ways:
Total Capacity
Total capacity is a general indicator of operating capacity, but the two are not directly proportional. For a new resin in a syrup demineralization application, the operating capacity is typically 50-60% of the total theoretical capacity. The resins are limited by equilibrium and kinetic constraints from achieving their total theoretical capacity in typical syrup refining operations.
Salt Splitting
Also known as strong base capacity, salt splitting affects the physical stability of weak base anion resins by limiting the amount of reversible swelling which occurs upon exhaustion and also affects the resin’s moisture level.
Moisture Level
Moisture levels inside the resin beads affect the rate of diffusion of soluble ions and molecules into the resin bead where exchange or adsorption can occur. Higher moisture content in a resin improves the rate of diffusion.
Macroporosity
Macroporosity also facilitates diffusion into and out of the interior of the resin bead. Large organic molecules have greater difficulty diffusing out of gel resins, thus resulting in a higher degree of fouling. Additionally, macroporosity imparts flexibility to the resin bead which gives it greater physical durability when subjected to osmotic shock or mechanical stresses. Gel resins, not having macroporosity, are more susceptible to osmotic shock and mechanical attrition.
Microporosity
The microporosity of the structure is determined by the degree of crosslinking and affects both ionic and molecular selectivity due to steric hindrance and water adsorption.
Particle Size
Particle size affects the kinetics of ion exchange. Smaller resin beads have shorter film diffusion and particle diffusion path lengths for ions and molecules to travel.
Uniformity of Particle Size
Uniformity affects both pressure drop through the bed and the sharpness of the adsorption and desorption wavefronts. As the particle size distribution widens, the adsorption and desorption bandwidths also increase.
Life Expectancy
The useful operating life of resin is limited by the physical and chemical degradation and fouling which occurs as a result of the particular operating conditions it is subjected to. These conditions include service and regeneration temperatures, syrup dry solids concentration, organic load, cleanup regeneration frequency, type of regenerant chemical and selection of the criteria for the point of replacement.
| Resin Life Expectancy | ||
|---|---|---|
| Resin | Type | Typical Life (No. of Cycles) |
| A103S, A123S, A133S | WBA | 300-400 |
| C150S | SAC-Macro | 1000-2000 |
| A510S | SBA-Type II | 200-300 |
| PCR642Ca | Fractionation | 5-15 years |
| Degradation Mechanisms | ||
|---|---|---|
| Resin | Mechanism | Cause |
| Cation | Fouling | Irreversible Protein Adsorption |
| Oxidation | Dissolved Oxygen in Feed | |
| WB Anion | Fouling | Irreversible Organic Acid Adsorption |
| Cation Oxidation Products | ||
| Thermal | High Operating Temperature | |
| Rapid Temperature Change | ||
| High Rinse Temperature | ||
| Osmotic Shock | Rapid Change of Electrolyte Concentration | |
| Rapid Exchange of Ions | ||
| Mechanical Attrition | Resin Abrasion | |
| High-Pressure Drop Across Bed | ||
| Physical Loss | Backwash Overfluidization | |
| Leaking Distributor Screens | ||
| SB Anion - Type II | Thermal | High Operating Temperature |
| High Regeneration Temperature | ||
| Fouling | Irreversible Organic Acid Adsorption | |
| Fractionation | Oxidation | Dissolved Oxygen in Feed or Desorbent |
| Mechanical Attrition Osmotic Shock | Resin Abrasion | |
| Rapid Change in Syrup Solids Concentration | ||
| Breakup | Re-wetting Dried Resin With Water Only | |
| Rapid Thawing of Frozen Resin | ||
The Degradation Process and Resin Structure in Corn Sweetener Refining
Successful ion exchange refining of corn sweeteners will result in degradation of the resins in several ways. The predominant mechanism of degradation will differ depending on the type of resin, type of service and choice of regenerant chemical. The table below lists the predominant mechanisms of degradation for each type of resin product offered by Ecolab.
In addition to the chemical mechanisms of degradation, the resin is also subject to breakdown through mechanical attrition and operational problems such as resin retaining screen failures and over fluidization during backwash.
When a resin is in static equilibrium, the chemical bonding forces holding the copolymer network together are balanced by the osmotic swelling pressure from hydration of the functional groups attached to the polymer network. A rapid change in the ionic or syrup concentration of the solution will cause an osmotic pressure that is greater either inside or outside of the bead which cannot be relieved through solvation. This will result in stresses on the polymer backbone that can fracture and break resin beads. A rapid exchange on the resin of one type of ion with another ion of greatly differently hydrated radius will cause the resin to rapidly shrink or swell. These osmotic shock forces occur during each ion exchange or fractionation cycle during sweetening on, sweetening off and regeneration.
Fouling of resins can occur as a result of irreversible adsorption of organic molecules or precipitation of salts within the resin matrix. When large molecular weight organic compounds become sorbed in the resin bead they can block the pores from further diffusion of ions or bind to an exchange site and prevent utilization of resin capacity. Organic acids with carboxylic groups can become irreversibly sorbed onto the resin due either to a high affinity or to a stereo-chemical effect. The carboxylic group will pick up sodium ions from a caustic regenerant solution which will hydrolyze very slowly off the resin during the fast rinse. This “caustic cling” can result in an extended rinse requirement that is several times higher than new resin rinse requirements.
The increase in rinse requirement is a measure of the degree of fouling. Precipitation of magnesium hydroxide can occur within a cation or anion resin bead causing high ion leakage and low capacity. The magnesium hydroxide will precipitate in a cation resin undergoing a cleanup regeneration with caustic if it is not acid stripped first. Magnesium hydroxide precipitation can occur in an anion resin if the rinse water is not softened or if the cation resin is overrun during service.
Resin Structure
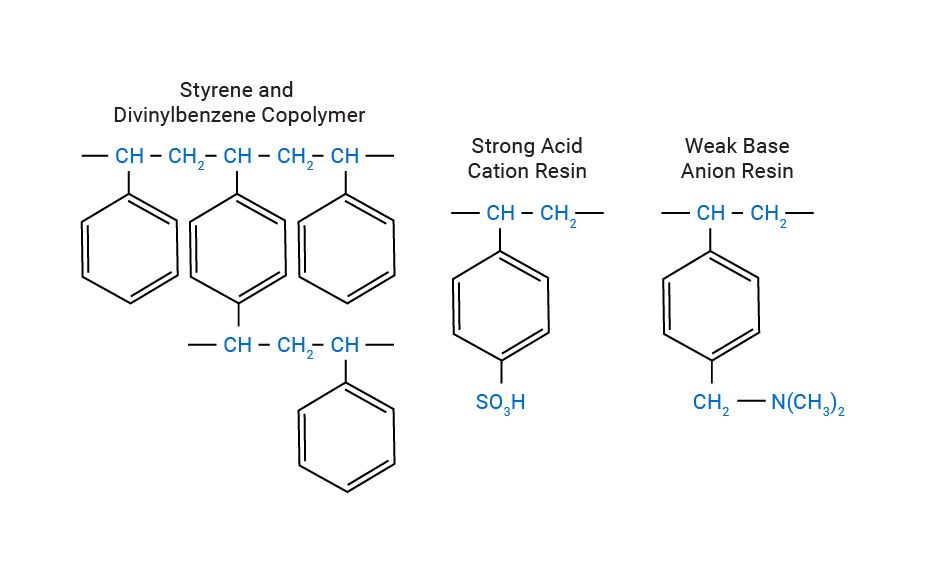
The vast majority of ion exchange resins utilized in corn sweetener refining are copolymers of styrene and divinylbenzene which have been activated with sulfuric acid or one of a number of amine compounds to produce cation and anion resins, respectively:
Styrene-Divinylbenzene Cation and Anion Resin Structure
The insoluble resin matrix and bonded functional groups are capable of exchanging ions or adsorbing molecules from a solution and thereby, can affect a change in the ionic or molecular concentrations of the syrup. These properties have made the use of ion exchange resins critical in HFCS refining.
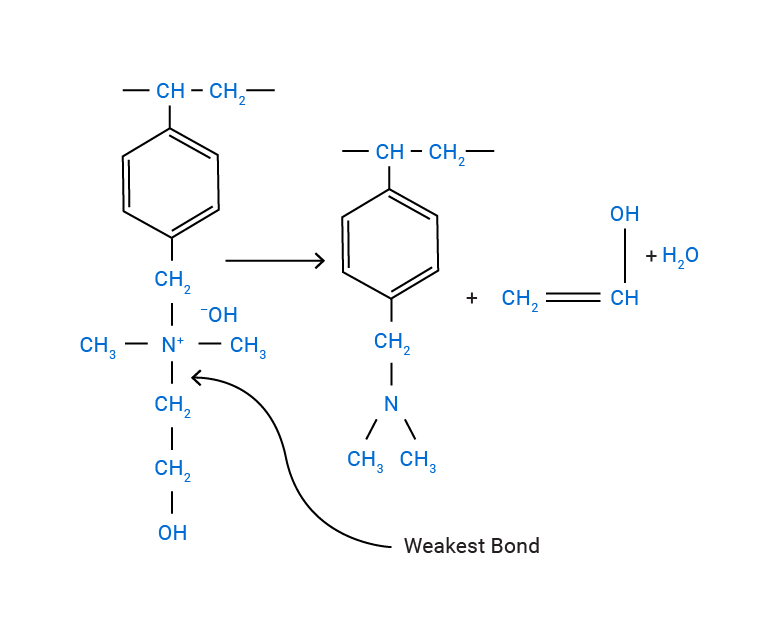
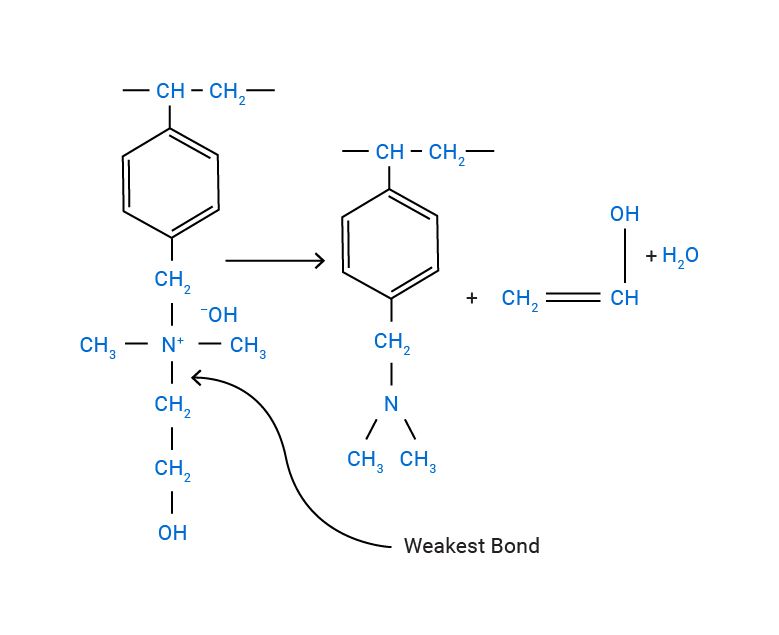
When the temperature of the resin during service or regeneration becomes excessive, the rates of the degradation reactions which result in loss of functional groups increase to a significant level. Product degradation, rather than resin degradation, will limit the cation resin operating temperature, but the strong base anion resin will start to degrade significantly before the syrup. The Type II strong base anion resin in the polishing mixed beds is the least thermally stable resin. The most thermally susceptible bond on a Type II strong base anion resin is the bond holding the alcohol group to the nitrogen atom.
Particle Size Distribution of Ion Exchange Resins
Particle-size distribution of ion exchange resins is determined by putting a representative sample through a series of standard sieves. The results are usually expressed as percent of the entire sample which is retained by or allowed to pass through specified openings in the sieves. The most useful data are obtained from resins in their fully swollen states. Wet-screen analyses are generally preferred to and are more consistent than dry-screen analyses. Since the swelling of ion exchange resins can be considerable, any report of particle-size distribution from screen analysis should be accompanied by a statement indicating whether the data were obtained wet or dry.
Particle size and size distribution are sometimes expressed in terms of “effective size” and “uniformity coefficient,” both of which may be obtained from screen analyses. Effective size is defined as that opening in millimeters that retains 90% (or passes 10%) of the total resin sample. Uniformity coefficient is the numerical value obtained by dividing the sieve opening (in millimeters) which retains 40% of the sample by that which retains 90%.